TPMの基礎知識
製造現場における設備管理の考え方と実践方法について、TPMの基本的な概念から解説します。
TPMの定義と目的
TPMは、全員参加型の生産保全を意味する「Total Productive Maintenance」の略称です。米国での生産保全(Productive Maintenance)の概念を、日本独自に発展させた管理手法です。
TPMの最大の特徴は、製造部門と保全部門が協力して設備の維持管理を行う「全員参加」の考え方です。従来の保全活動が専門部署任せだったのに対して、TPMでは製造現場の作業者も設備の点検や簡単な保守を担当します。これにより、設備の異常を早期に発見し、重大な故障を未然に防ぐことが可能になります。
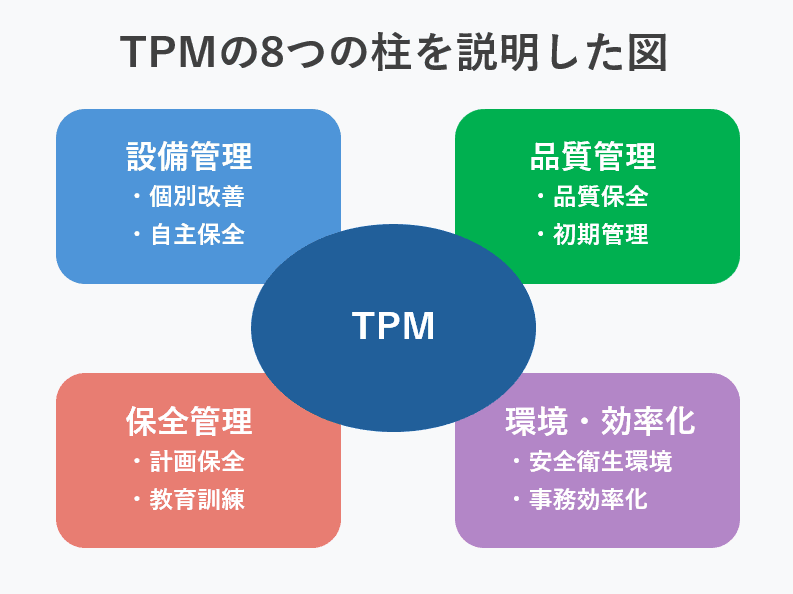
TPMでは製造現場で発生するロスを16種類に分類して、ロスを防ぐために8つの柱で改善を行っていきます。
製造現場における16大ロス
TPMでは、製造現場で発生する損失を以下の16種類に分類しています。
分類 | ロスの種類 | 具体的な内容 |
設備に関する8大ロス | 故障 | 設備の突発的な故障や機能停止 |
段取り調整 | 製品切り替え時の調整時間 | |
刃具交換 | 工具や消耗品の交換時間 | |
立上げ | 始業時の立ち上げ調整時間 | |
小停止 | 一時的な停止や詰まり | |
速度低下 | 設計能力以下での運転 | |
不良・手直し | 品質不良による再加工 | |
計画停止 | 定期点検や計画保全による停止 | |
労働力に関する5大ロス | 管理的 | 指示待ち、情報伝達の遅れ |
作業動作的 | 無駄な動作や作業の重複 | |
加工条件 | 不適切な作業条件の設定 | |
異常処理 | トラブル対応や緊急作業 | |
計測・調整 | 頻繁な検査や過剰な調整 | |
生産資源に関する3大ロス | 収率低下 | 原材料の歩留まり低下 |
工具・治具 | 工具や治具の不適切な使用 | |
エネルギーロス | 電力や圧縮空気の無駄な使用 |
TPMの8つの柱と活動領域
TPMは以下の8つの活動を柱として展開されます。
8つの柱 | 主な活動内容 | 具体的な取り組み例 |
1. 個別改善 | 設備や工程の個別の問題に対する改善活動 | ・設備の損失分析と対策立案・ボトルネック工程の改善・設備の最大活用 |
2. 自主保全 | オペレーターによる日常的な点検・保全活動 | ・清掃点検基準の作成と実施・異常の早期発見・簡単な修理や調整 |
3. 計画保全 | 保全部門による予防保全活動の計画と実施 | ・点検周期の最適化・設備診断技術の向上・故障予測と予防措置 |
4. 初期管理 | 新規設備の導入時における管理体制の確立 | ・設備仕様の最適化・立ち上げ期間の短縮・保全性を考慮した設計 |
5. 品質保全 | 品質不良を出さない設備状態の維持 | ・品質異常の要因分析・品質管理基準の設定・プロセス能力の向上 |
6. 教育・訓練 | 作業者の技能向上と知識の習得 | ・技能マップの作成・計画的な教育訓練・技能伝承システムの構築 |
7. 事務・間接部門の効率化 | 管理部門での効率改善 | ・業務プロセスの改善・情報システムの活用・間接コストの削減 |
8. 安全衛生・環境管理 | 作業環境の整備と安全確保 | ・リスクアセスメント・環境負荷の低減・労働安全衛生活動 |
例えば、それぞれの柱での具体的な取り組みを紹介します。
個別改善の例
ある製薬会社の包装ラインでは、薬剤充填機のノズル詰まりが頻発して1回あたり30分の復旧時間を要していました。チームで要因分析を行い、充填材料の温度管理を徹底することで、詰まりの発生を80%削減することに成功しました。
自主保全の例
精密機器メーカーのクリーンルームでは、測定機器の清掃が専門保全員に依存していたため汚れによる測定誤差の発生までタイムラグがありました。作業者による毎日5分間の清掃点検を導入することで、測定精度の安定化と保全コスト30%削減しました。
品質保全の例
飲料メーカーのペットボトル成形ラインでは、成形不良が多発しており品質トラブル対応が発生していました。温度センサーと圧力センサーによる常時監視体制を構築し、パラメータの自動補正を実施。不良率を85%削減することができました。
TPMの8つの柱を説明した図
なお、予知保全によって設備停止時間を最小化するには、IoTセンサーとAIの連携が重要です。例えば、Microsoft Fabricを活用することで以下ができます。
- リアルタイムでの設備状態監視と異常予知
- 過去の故障パターンの学習による予防保全タイミングの最適化
- 熟練者のノウハウをAIが学習し、最適な保全手順を提案
より詳しい活用方法については、「製品サポート業務のベストプラクティス」でご紹介しています。
TPMを行うメリットと効果
TPM導入による具体的な効果について、主に3つの観点から解説します。
設備総合効率(OEE)が向上
設備総合効率(OEE:Overall Equipment Effectiveness)は、TPMの成果を測定する重要な指標です。OEEは「時間稼働率」「性能稼働率」「良品率」の3つの要素で構成されており、これらを掛け合わせることで設備の総合的な効率を評価します。
仮に、プレス加工のラインでTPMを導入したとします。これまでは金型の劣化による微細な不良が発生し、OEEを低下させる原因となっていました。TPMの導入により、作業者が定期的な金型の状態確認を行うことで早期に劣化を発見できるようになりました。計画的な交換が可能となり、OEEも向上しました。
OEE(設備総合効率)の構成要素の図

コスト削減ができる
TPMの導入により、以下の3つの側面でコスト削減効果が期待できます。
- 保全コストの削減:予防保全の強化により、高額な修理や部品交換を低減
- エネルギーコストの削減:設備の最適運転による電力使用量の削減
- 労務コストの削減:作業効率の向上による残業時間の削減
例えば、化学メーカーでTPMを導入した場合、3年間で保全コストを年間約2億円削減できると試算されています。特に、設備診断技術の向上により部品交換のタイミングを最適化することで、大きな効果が見込めます。
品質向上ができる
TPMの実践により、設備の安定稼働が実現し、製品品質の向上にもつながります。具体的には、以下のような効果が報告されています:
- 不良品率の低減:設備の最適管理により、品質のばらつきを抑制
- クレーム件数の削減:品質トラブルの未然防止
- 歩留まりの向上:原材料のロス削減
仮に自動車部品メーカーでTPM活動の一環として品質保全活動を強化した場合、1年間で不良率を45%程度削減できると考えられます。
TPM導入の7つのステップと注意点
TPMを効果的に導入するためには、段階的なアプローチが重要です。以下に、具体的な7つのステップを解説します。
STEP1:経営層のコミットメント獲得
経営層の理解と支援なしでは、TPM活動は形骸化してしまいます。TPMの目的、期待される効果、必要な投資について、経営層の明確な方針と支援を取り付けることが第一歩となります。
STEP2:推進組織の構築
全社的な活動として展開するために、適切な推進組織の構築が不可欠です。TPM推進室や専任担当者の配置、各部門との連携体制の確立を行います。
STEP3:現状分析と目標設定
設備総合効率(OEE)の測定や、16大ロスの分析を通じて、現状の課題を明確化します。その上で、具体的な数値目標と達成時期を設定します。
STEP4:モデルライン活動の展開
全社展開の前に、特定のラインでパイロット活動を実施します。成功事例を作り、他ラインへの展開のためのノウハウを蓄積します。
STEP5:自主保全活動の基盤構築
運転担当者が自ら設備の異常を発見し、対処できる体制を構築します。清掃・点検基準の作成、教育訓練の実施などが含まれます。
STEP6:予防保全システムの確立
故障を未然に防ぐための予防保全システムを構築します。点検周期の最適化、部品交換基準の設定、設備診断技術の導入などを行います。
STEP7:全社展開と定着化
モデルライン活動で得られたノウハウを基に、全社への水平展開を図ります。進捗管理の仕組みを確立し、持続的な改善活動として定着させます。
これらのステップは、順序立てて進めることが重要です。各ステップでの成果を確実に積み上げることで、TPM活動の基盤が強固なものとなります。特に初期の段階で丁寧に取り組むことが、後の活動の成否を左右します。
TPMを定着させて効果を高めるポイント
TPMの効果を最大化するためには、持続的な改善を行うことが重要です。以下のそのためのポイントを紹介します。
PDCAサイクルを確立させる
TPM活動を継続的に改善するため、PDCAを回しましょう。PDCAサイクルの確立では、週次・月次・四半期ごとの具体的な目標設定と実績評価を行います。例えば、設備総合効率(OEE)の目標を週単位で設定し、未達の場合は要因分析と対策立案を行います。さらに、TPM推進会議で進捗を確認し、成功事例の水平展開や課題への迅速な対応を図ります。
IoTを活用して設備管理の高度化する
最新のデジタル技術を活用し、設備管理を高度化します。例えば、設備にセンサーを設置して稼働データをリアルタイムで収集したり、温度・振動・電流値などの各種パラメータを常時監視してAIによる異常予兆検知を実現させます。これにより、従来は熟練作業者の経験に頼っていた設備診断を、データに基づく客観的な判断へと進化させることができます。
改善活動の見える化と評価
活動の成果を可視化し、適切な評価・フィードバックを行います。例えば、デジタルボードを活用してKPIをリアルタイム表示する。設備ごとの稼働状況、メンテナンス計画、改善提案の進捗などを一目で確認できる環境を整備するなどがあります。特に、改善効果を金額換算して表示することで、活動の価値を経営層にも明確に伝えることができます。
継続的な改善体制の構築
継続的な改善体制の構築では、改善提案制度と表彰制度を連動させ、現場の自主的な改善活動を促進します。例えば、毎月の改善事例発表会や部門横断的な改善プロジェクトの推進により、組織全体での改善文化の定着を図りましょう。また、デジタルツールを活用して改善ノウハウをデータベース化し、誰でも過去の成功事例を参照できる環境を整備します。
このように体系的にアプローチすることで、TPM活動を持続的に改善して効果を最大化することが可能です。
TPM定着の方法に関して詳しくは「部門別ベストプラクティス 製品サポート部門」もご覧ください。
製造業におけるTPM実践のユースケース
製造業の現場では、設備総合効率の向上、予防保全の高度化、品質保全の強化が重要課題となっています。生成AIとデジタル技術を活用し、TPM活動を革新した事例をご紹介します。
設備総合効率の向上:データ分析による「見える化」と改善活動の強化
大手電機メーカーの基板実装ラインでは、設備総合効率(OEE)80%の壁を突破できない状況が続いていました。データ分析により、熟練作業者の暗黙知として蓄積された設備の使いこなしノウハウが効率向上の鍵を握っていることが判明。AIの機械学習技術を活用して設備パラメータの最適化と作業手順の標準化を実施し、OEEを85%まで向上させることに成功しました。AIによる分析で、各工程の条件に応じた最適なパラメータ設定を提案し、さらに設備の異常予兆も検知してオペレーターに事前アラートを発信することで、突発的なトラブルも未然に防止できるようになりました。
このような設備効率向上の取り組みは、Microsoft Fabricで実現可能です。データの収集から分析、予測、可視化までを一元管理でき、熟練作業者のノウハウをAIで学習・活用することで最適運転条件を自動提案します。さらに設備の異常を事前に検知してアラートを発信し、トラブルを未然に防止できるため、設備効率の継続的な向上を支援します。
Microsoft Fabricに関して詳しくは「Microsoft Fabricとは?Microsoft Fabricの概要や特徴、ユースケースなどをくわしく解説」もご覧ください。
予防保全の高度化:予知保全による設備停止時間の最小化
半導体製造装置メーカーでは、装置の突発的な停止が顧客の生産性を低下させる大きな課題となっていました。IoTセンサーを活用して設備の振動、温度、電流値などのデータをリアルタイムで収集・分析する予知保全システムを導入。AIの機械学習技術により、収集データと過去の故障履歴を照合して設備停止リスクを事前予測し、最適な保全タイミングを提案する体制を構築しました。その結果、計画外の設備停止時間を年間30%削減し、保全コストも25%低減。設備の安定稼働により顧客満足度も大幅に向上しています。
このような予知保全の高度化は、Microsoft Fabricで実現可能です。膨大な設備データを一元管理して過去の故障パターンを学習し、将来の故障を高精度に予測できます。AIが故障の前兆を自動検出することで、最適なタイミングでの予防保全を行うことが可能です。これにより計画外停止を大幅に削減し、設備の安定稼働と保全コスト低減を同時に達成できます。
品質保全の強化:インライン検査データの活用による品質向上
自動車部品メーカーでは、製品品質のばらつきが課題となっていました。製造工程の各検査ポイントにAIカメラを設置し、製品の外観検査データと製造条件データをリアルタイムで収集・分析するシステムを導入。画像認識のAI技術により、品質不良の予兆となるわずかな変化を検知し、製造条件の自動補正を実現しました。さらに、過去の品質トラブル事例をデータベース化し生成AI技術を活用して類似事例の解決策を即座に提案できる体制を構築しました。その結果、不良率を45%削減し、品質コストを年間で2億円削減することに成功しています。
このような品質保全の強化は、Microsoft Fabricで実現可能です。多様なデータ(画像・センサー・製造条件など)を一元管理し、AIによる分析で人間の目では捉えにくい微細な品質異常を自動検出します。さらに過去の品質トラブル事例から最適な対策を即座に提案し、製造条件を自動調整することで不良発生を未然に防止。これにより不良率と品質コストの大幅削減を実現し、製品の競争力強化につなげることができます。
TPMで製造業のロスをゼロへ!コスト削減と品質向上を実現する
TPMは、製造設備のロスゼロを目指すマネジメントシステムとして、製造業でも成果が期待できます。本記事では、TPMの基礎知識から具体的な実践方法、そして活動の定着化まで、体系的に解説してきました。
そしてTPMの成功には、適切な体制づくりと継続的な改善活動が不可欠です。より詳細な導入支援や具体的なご相談については、東京エレクトロンデバイスのまでお気軽にご連絡ください。お客様の製造現場における課題解決をサポートいたします。
TPMに関するよくある質問(FAQ)
Q1:TPM活動の効果測定は具体的にどうすればよいですか?
A:主要な評価指標(KPI)として以下を設定し、定期的に測定します。
- 設備総合効率(OEE)
- MTBF(平均故障間隔)
- MTTR(平均修復時間)
- 計画外停止時間
- 品質不良率
- 保全コスト
これらの指標をデジタルツールで自動測定・可視化することで、より効果的な改善活動が可能になります。
Q2:小規模工場でもTPMは導入できますか?
A:はい、導入可能です。むしろ小規模工場の方が、全員参加型の活動を展開しやすく、意思決定も迅速に行えるメリットがあります。重要なのは、自社の規模や特性に合わせてTPMの活動内容をカスタマイズすることです。例えば、生産設備が10台程度の工場であれば、全設備を一度に管理対象とすることも可能です。
Q3:TPMとRCM(Reliability Centered Maintenance)の違いは何ですか?
A:TPMが全員参加型の総合的な生産保全活動であるのに対し、RCMは設備の信頼性に焦点を当てた保全方式です。TPMが製造現場の作業者も含めた活動を重視するのに対し、RCMは技術者による分析的アプローチを重視します。両者は相互に補完的な関係にあり、実際の現場では両方のアプローチを組み合わせて活用するケースも多くあります。
Q4:生産ラインを止められない状況でTPMをどう進めればよいですか?
A:計画的なアプローチが重要です。まず、週末や定期メンテナンス時間を活用して基礎的な点検・保全活動を開始します。その上で、IoTセンサーやデータ分析を活用したオンライン診断を導入し、設備を止めずに状態監視を行うことで、効率的な保全計画を立てることができます。Microsoft Fabricのような生成AIツールを活用することで、稼働中の設備データからリアルタイムで異常予兆を検知することも可能です。
Q5:デジタル化が進む中、TPMはどう変化していくのでしょうか?
A:従来のTPMにデジタル技術を組み合わせた「スマートTPM」への進化が考えられます。例えば、AIによる異常予知、デジタルツインを活用した設備シミュレーション、ARを活用した保全作業支援など、新しい技術との融合が進んでいます。ただし、全員参加による継続的改善というTPMの基本理念は変わりません。